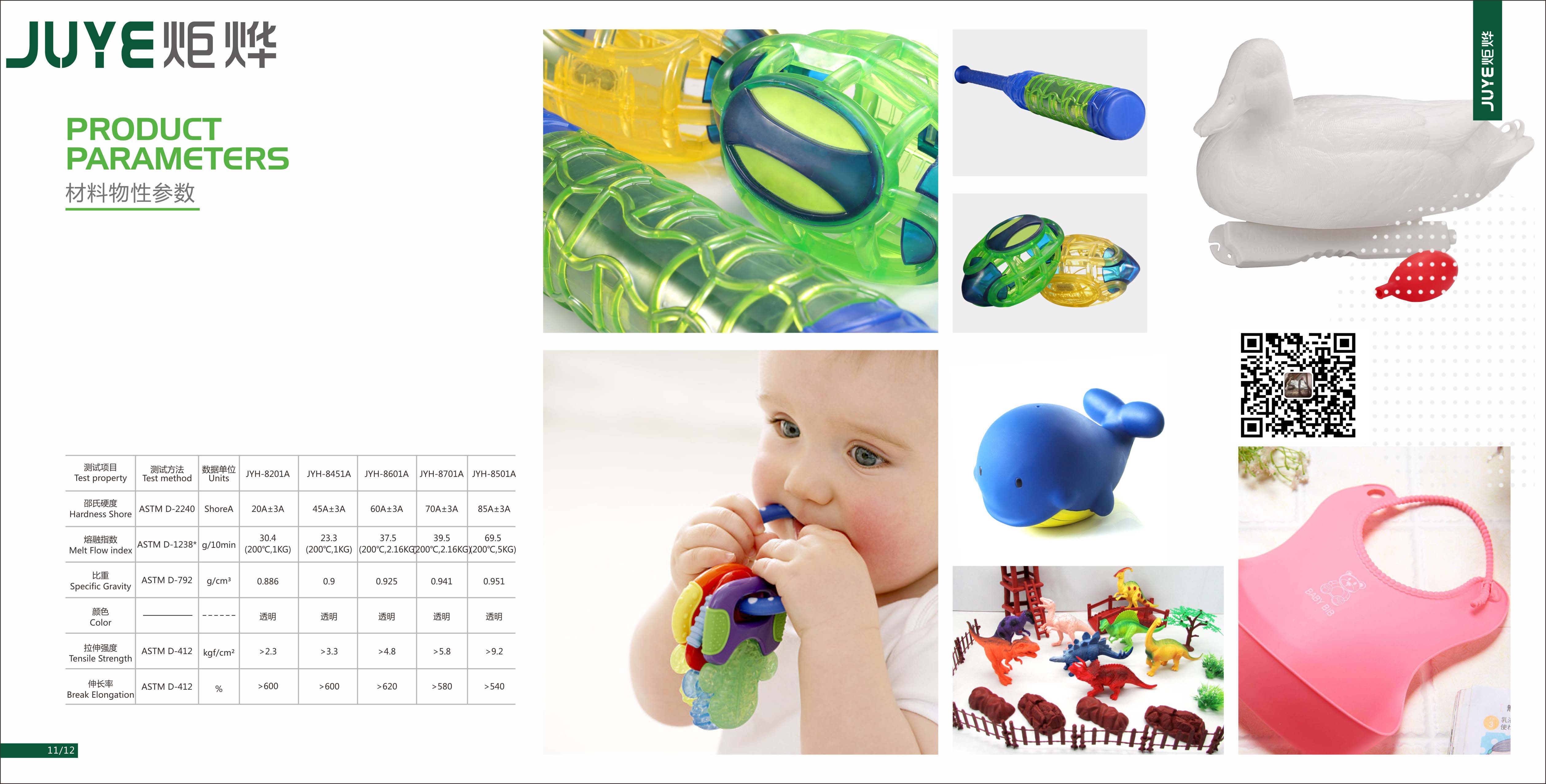
더 단단한 SEBS 기반 TPE의 경우, SBS 기반 TPR의 경우,
가공 및 사출 성형 과정에서, Juye 편집자는 온도 설정의 정확성이 제품 외관과 성능에 영향을 미치는 핵심이라고 생각합니다. 다음은TPE 사출 성형 시 온도 설정에 대한 몇 가지 제안입니다.
공급 영역의 온도는 상대적으로 낮게 설정하여 공급구 막힘과 포함된 공기의 배출을 방지해야 합니다. 테스트 결과, 일반적으로TPE.TPR 제품은 각 영역에서 160°C에서 210°C 사이로 설정되며, 노즐에서는 180°C에서 230°C 사이로 설정됩니다.
금형 온도는 주입 영역의 응결 온도에 따라 높게 설정되어야 하며, 이는 금형이 수분 오염을 방지하고 제품 표면에 줄무늬가 생기는 것을 방지합니다. 금형 온도가 너무 높으면 생산 주기가 길어지지만 제품 외관을 개선할 수 있으므로 금형 온도 범위는 30과 40 사이로 설계해야 합니다.
제품 성형 과정에서 캐비티를 채우는 동안 제품의 충전 성능이 좋지 않으면 과도한 감압, 과도한 충전 시간, 불량 충전 등의 문제가 발생하여 제품 품질 문제가 발생합니다. 성형 시 제품의 충전 성능을 향상시키기 위해 성형 제품의 품질을 개선할 수 있으며, 일반적으로 다음 측면에서 고려할 수 있습니다.
1) Keyue의 다른 시리즈 제품으로 변경;
2) 게이트 위치 변경;
3) 사출 압력 변경;
4) 부품의 기하학적 형상 변경.
분사 압력 제어는 일반적으로 하나의 분사 압력, 두 개의 분사 압력(유지 압력) 또는 세 개 이상의 분사 압력으로 나뉩니다. 중요한 것은 압력 전환 타이밍이 적절할 때 금형 내 과도한 압력, 오버플로우 또는 재료 부족 등을 방지하는 것입니다. 금형의 특정 체적은 유지 단계에서 게이트가 닫힐 때의 용융물 압력과 온도에 따라 달라집니다. 압력 유지 스위치가 제품 냉각 단계의 압력과 온도와 일치하면 기사의 비체적은 변하지 않습니다.
유지 압력은 일정한 성형 온도에서 제품 치수를 결정하는 가장 중요한 매개변수입니다. 유지 압력과 온도는 제품 치수 공차에 영향을 미치는 가장 중요한 변수입니다. 예를 들어, 충
1)사료 공급 조절 불량, 부족 또는 과다.
2) 사출 압력이 너무 낮고 사출 시간이 짧으며, 플런저 또는 스크류가 너무 일찍 복귀합니다.
3)사출 속도가 느립니다.
4)재료 온도가 너무 낮습니다.
二、오버플로(버)
1)사출 압력이 너무 높거나 사출 속도가 너무 빠릅니다.
2)투입량이 너무 많아 플래시(버)가 발생합니다.
3)배럴, 노즐 또는 금형 온도가 너무 높으면 플라스틱의 점도가 낮아지고 유동성이 증가하여 금형에 원활히 들어갈 때 버가 발생합니다.
三、유선, 기포 및 기공
주요 결과는 다음과 같습니다. (1) 재료 온도가 너무 높아 분해됩니다.
2)사출 압력이 낮고 보압 시간이 짧아 용융물이 캐비티 표면에 가까워지지 않습니다.
3) 사출 속도가 너무 빠르면 용융 플라스틱이 전단 작용으로 분해되어 분해 가스가 발생하고, 사출 속도가 너무 느리면 캐비티를 제때 채우지 못하여 제품 표면 밀도 부족으로 균열이 발생합니다.
4)재료 부족, 쿠션 과다, 재료 온도过低 또는 금형 온도过低 등은 용융물의 유동 및 성형 압력에 영향을 주어 기포를 발생시킵니다.
5) 스크류 예비 성형 시 배압이 너무 낮고 회전 속도가 너무 높으면 스크류 복귀가 너무 빨라 공기를 실린더 전단으로 밀어넣기 쉽습니다.
四、번 자국
1)배럴 및 노즐 온도가 너무 높습니다.
2) 사출 압력 또는 가소화 배압이 너무 높습니다.
3)사출 시간이 너무 빠르거나 너무 깁니다.
더 많은 TPE.TPR 응용 및 솔루션에 대해서는 炬烨TPE에 문의하십시오. 당사는 무료로 TPE, TPR 응용 솔루션을 맞춤 제공하며, 제품 부가가치를 높일 수 있는 가능성을 제공합니다.










